Трубка 6,35 * 0.71mm нержавеющей стали TP309S/310S ASTM A213 яркая обожженная
Яркие обожженные значения Ра шероховатости поверхности трубки внутренние и их собственная чистота весьма требуют, поэтому частицы могут произойти во время перехода и накопление жидкого удерживания эффектно было ограничивано. К тому же, химическому составу трубы и допуски размеров основного вещества нужно строго быть проконтролированным для обеспечения weldability стали и сваривая качества в сваривая перегарах, которые могут уменьшить возникновение поколения и улучшать частицы коррозионную устойчивость сваренных частей, и гладкости.
Яркая обожженная труба сваренная нержавеющей сталью широко использована в делать военные продукты, полупроводник, биологическую медицину, аппаратуры и метры точности, гидравлические части и много других промышленных продуктов.
Светлая закалка обжигая процесс выполненный в вакууме или контролируемой атмосфере содержа инертные газы (как водопод). Эта контролируемая атмосфера уменьшает поверхностное окисление к минимуму который результаты в более яркой поверхности и гораздо тоньше слое окиси. Мариновать необходимо после светлой закалки в виду того что оксидация минимальна. В виду того что никакой мариновать, поверхность очень выглаживатель который приводит в более лучшем сопротивлении к делая ямки корозии.
Контроль над производством трубки светлой закалки:
- Плавя сырье должно иметь хороший контроль, уровень необходимо, что соотвествовало уровень времен микроструктуры лучший.
- Регулятор звука и разумный в пределах дефектов организации во избежание.
- Управление прессформы, обеспечить внутреннюю и наружную шероховатость поверхности r ≤ 0.3μm.
- Управление светлой закалки для обеспечения разумных механических свойств и поверхностной яркости, и для того чтобы исключить полировать пропуска механический (MP), для обеспечения гладкости внутренней поверхности под микроскопическим государством, избежать выпарок жидкости передачи.
- Очищать контрольные поверхности должен иметь поставленные продукты улучшает чистоту и чистоту, с металлическими цветами, никакое прилипание масла, прилипание окиси.
- Одиночный класть в мешки предохранения потери шляп, общая оплетка или деревянная упаковка.
Материал бара нержавеющей стали круглого от Jiuli и Baosteel Китай, мы контролируем качество с самого начала. Мы отполировали три раза для того чтобы убеждаться что поверхность идеальные яркие и ровна, и без любого дефицита в качестве.
Система трубки светлой закалки может или быть помещенные автономными или встроенна с поверхностным оборудованием уменьшения для создания полного встроенного процесса. Новаторский дизайн учитывает легкое перестроение от продукта к продукту, и каждая система оборудована с автоматическим контролем температуры регулятора мощности и точности через параметры рецепта.
- Конструированный для простоты в эксплуатации и обслуживания
- Автоматическая сила управлениями датчика скорости пропорциональная к линейной скорости
- Хранение и возвращение рецепта
- Интегрированный воспринимать температуры
- Проводники трубки высокой носки керамические
- Интегрированная насосная система
- Полупроводниковые инверторы, работающ как в средстве, так и в частотах коротковолнового диапазона
Светлая закалка (БА) ссылается на материал нержавеющей стали нагрета в закрытой печи в атмосфере уменьшения инертных газов, общем водороде, после быстрого отжига, быстрый охлаждать, нержавеющая сталь имеет защитный слой на наружной поверхности, не не отражает в под открытым небом окружающей среде, этот слой может сопротивляться нападению корозии. Вообще, материальная поверхность более ровна и ярче.
Трубка светлой закалки
Трубка обработана в финише светлой закалки, в этом процессе, некоторые факторы имеет значение для качественной трубки, если процесс светлой закалки не свойственен, то который приведет в отказе, тогда может корозия.
Перед светлой закалкой
Поверхность трубки должна быть чиста, никакая другая побочная примесь, любое дело вышла на поверхность трубопровода может причинить повреждение во время процесса.
Введенный газ
Обжигая атмосфера должна быть свободна от кислорода, изолирующ материал, создавая условие вакуума. Введенный газ, общий сухой водопод или аргон, могут получить яркий результат.
Температура нагрева при отжиге
Температура нагрева при отжиге должна быть замечена в зависимости от различных нержавеющих рангов, обыкновенно сталей аустенитного класса температура нагрева при отжиге по крайней мере 1040 градусов, выдерживает время не важна. высокая температура необходимо необходима, что имела более яркое возникновение. Топление сделано как можно быстрее, медленные результаты жары в оксидации.
Некоторые Ferritic нержавеющие стали требуют более низкой температуры нагрева при отжиге, как TP439, не могут быть эффектно яркий обожжены, вода гася причинят образование масштаба.
Спецификации
- Сваренный: A249, A269, A789, EN10217-7
- Безшовный: A213, A269, A789
- Ранг: 304, 304L, 316, 316L, 321, 2205
- Отделка: Светлая закалка
Определять размер:
- Вне диаметр: 3 mm – 50,8 mm;
- Толщина стены: 0,3 mm – 3 mm
- Формы: круг, загиб u, свертываясь спиралью
Маркировка & упаковка светлой закалки трубки нержавеющей стали
- Отмечать согласно MPS и стандарту
- Концы трубок нержавеющей стали с крышками согласно PO
- В мореходных деревянных случаях с пластиковой бумагой защитить
- В переклейке случаи с пластиковой бумагой защищают (порекомендуйте, все случаи переклейки сделанные собой с недорогим.)
- Стальной пакет шкафов
- Шестиугольная упаковка в пачках
Технология светлой закалки тонкой трубки нержавеющей стали стены 316
1) Исключение твердеть работы для того чтобы получить удовлетворительное metallographic расположение
Когда требования производительности не использованы совместно, запрос для metallographic расположения после того как светлый отжиг другой, и технология светлой термической обработки также другие.
300 серий аустенитной нержавеющей стали как технология термической обработки трубки нержавеющей стали 316 типичная обработка решения. Во время нагревая процесса, карбиды растворены в аустенит и нагрели к 1050-1,150°C. на короткое время так, что все карбиды будут растворены в аустените и после этого быстро охлажены к под 350°C. Получить расположения supersaturated твердого раствора односторонние аустенитовые. Ключ к этому методу термической обработки быстрый охлаждать, который требует, что охлаждая тариф достигает 55 °C/s и быстро пройти через карбид переплавьте зону температуры (550-850 ° c). Время изоляции попробовать быть краткостью, в противном случае грубыми зернами, влияя на возникновение финиша.
400 серий ferritic нержавеющей стали как 410 температур топления трубки нержавеющей стали относительно низки (о ℃ 900), и больше польз медленный охлаждать для того чтобы получить обжигая размягчая расположения. Метод Martensitic нержавеющей стали обжигая использовал, но также выбор подводн-гасить и закалять метод обработки.
От вышеуказанного мы можем увидеть что 300 серий и 400 серий нержавеющей стали в системе термической обработки поменять значительно, получить квалифицированные metallographic расположения, к оборудованию раздела охлаждения в печи света запроса обжигая имеют больший подготовлять. Поэтому, современная печь отжига ведущего света, секция радиатора обычно использована в выборе сильного конвективного охлаждения, настроила 3 секции радиатора, может отрегулировать воздушные потоки самостоятельно. Вдоль ширины прокладки разделяет в 3 раздела, через ширину прокладки диверсии воздушных потоков подготовляя охлаждая тарифа, термическая обработка холоднокатанной ленты нержавеющей стали пульта управления. Другой критический вопрос что необходима, что аранжирована вся прокладка в ширине и длина равномерна. Закутает светлый выбор обжигая печи широкомасштабного закутайте трубку, закутайте трубку от внешней стороны равномерного расположения нагретой спирали воздуха вокруг, так, что топление прокладки равномерное. Но обеспечить что прокладка вдоль длины равномерного расположения, мы должна придерживаться прокладки в скорости печи неизменно. Поэтому, прежде и после современную вертикальную светлую печь термической обработки можно оборудовать с прецизионной установкой оборудования регулировки напряжения ролика. Не только она делает скорость импорта и экспорта стальной прокладки удовлетворяемую с запросом скорости термической обработки, она не повлияна на пустым набором или полным набором looper, и напряжение прокладки должно быть установлено и точно отрегулировано согласно состоянию стали прокладки, запросу формы прокладки.
2) Получите возникновение не-оксидативного света
Светлая закалка, атмосфера обслуживания H2 на термической обработке прокладки. Для достижения запроса доски БА, необходимо очень строго контролировать атмосферу обслуживания печи, пробует избежать оксидации. Как H2 поддерживает оксидацию атмосферы?
Основные компоненты сплава нержавеющей стали Fe, Cr, Ni, Mn, ti, Si и так далее. В температурной амплитуде температуры нагрева при отжиге, оксидация Fe и Ni нет основного вопроса. Однако, интервалы оксидации Cr, Mn, Si и ti как раз внутри нагревая диапазон температур. Оксидация этих присадочных элементов которые влияют на кажущаяся яркость прокладки. В частности, оксидация возникновения прокладки хромия хромия, уменьшит коррозионную устойчивость нержавеющей стали. Когда содержание Cr 17% | 18% и содержание ti 0,5%, необходимо понизить пункт росы H2 под ℃ -60 для избежания оксидации Cr и ti в нагревая ряде ℃ 800 | ℃ 1150.
К тому же, как поддерживать очищенность газа в печи также спорен. В этом отношении, закутайте уплотнение хорош, и не атакует как загрязнение печи нагрева электрическим током атмосферы обслуживания, обеспечивая более чисто экологическое место. К тому же, вертикальные входы прокладки печи и выходы обнаружены местонахождение на дне печи, давление печи стабилизированы, так сравненный с горизонтальной печью, риск воздуха входя в гораздо небольшее. Но импорт печи светлой закалки и экспорт загерметизированных коробок, раздела доставки прокладки, ролика напряжения подготовляя и коробки ролика проводника крыши должны быть гарантированы, что достигли части в миллион (ранг ppM) из герметизируя запроса, так, что кислород, водяной пар не сможет вписать обслуживание газа не может избегать.
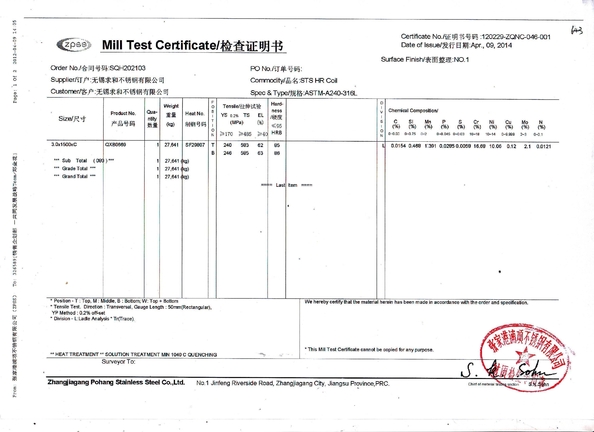
Мы имеем оборудование точности, который нужно испытать согласно стандартному тесту необходимых и PMI для проверки материала перед доставкой.


 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов! Russian
Russian