

 Russian
Russian























Нержавеющая сталь 431
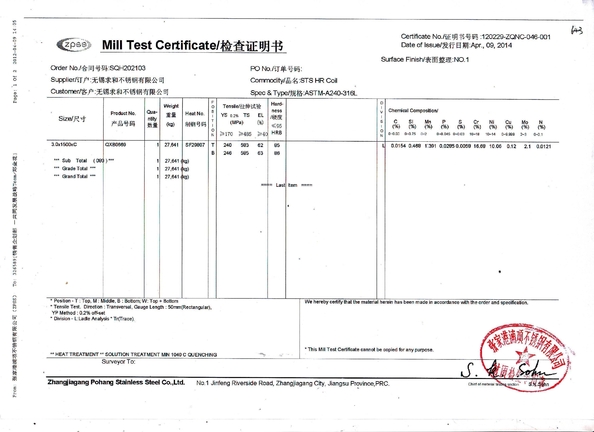
| Химический анализ | |
|---|---|
| В | Углерод 0,20 максимум |
| Мн | Манганец 1,00 максимум |
| П | Фосфор 0,040 максимум |
| S | Сера 0,030 максимум |
| Да, да. | Кремний 1,00 максимум |
| КР | Хром 15,00 ¢ 17.00 |
| Ни. | Никель 1,25 ¢ 2.50 |
ОБЩИЕ характеристики нержавеющей стали
Этот сплав обладает улучшенной коррозионной стойкостью и прочностью, как нержавеющая сталь, которая может быть отверждена.
Применение нержавеющей стали 431
Этот сплав используется для кованых крепежных элементов и фитингов для самолетов и должен рассматриваться для конструкционных частей в морской атмосфере.
Тип 431 используется в высоконапряженных авиационных компонентах, крепежных устройствах, стойках для бомб, болтах, валах насосов и стволах клапанов. Он подходит для применений, требующих сочетания коррозионной стойкости,твердость и выносливость от 100/1200oF (-70/650oC).)
СТЕЛЬ НЕРАСНЫЙ 431
Этот сплав хорошо подходит для горячего нанесения и капельной ковки. нагрев до 2100/2200oF (1150/1205oC), затем ковка; медленно охлаждать небольшие ковки и большие ковки в сухой известке или пепле.Охлаждение до комнатной температуры перед отжигом после ковкиНе ковырять ниже 1650oF (900oC)
Тепловая обработка
ОННЕЛИР
Нагрев до 1200/1250oF (650/675oC), впитывание и охлаждение воздухом.
ОСТРЕЖНЕНИЕ
Нагрев до 1800/1950oF (980/1065oC) и аналогичным образом низкая сторона аустенизирующей температуры при закаливании выше 1100oF (540oC) для лучшей прочности.
УМРОЧЕНИЕ
Загревать на температуру, обеспечивающую желаемые механические свойства.Температура между 700/1050oF (370/565oC) может привести к снижению прочности и коррозионной стойкостиОднако, в зависимости от других требуемых свойств, может быть необходимо отказаться от некоторой прочности и коррозионной устойчивости.
Машиностроимость
Сплав показывает довольно хорошую обработку, но будет немного желчи и накопления на режущем краю инструментов.
СВЕДОВАННОСТЬ
Неосновной металл должен быть предварительно подогрет до 400/600oF (205/315oC) и температура должна поддерживаться на 400oF (205oC) во время сварки.После сварки обработка при 1200oF (650oC) должна проводиться на сварке как можно скорее после охлаждения до комнатной температуры.