
|
Подробная информация о продукте:
|
| Слишком много: | 10-300mm | Поверхность: | Черный и яркий |
|---|---|---|---|
| Тепловая обработка: | Отжиг | Применение: | Король штыри, штыри поршеней, шестерни, Splined валы |
| Длина: | 6000mm | Физические свойства: | Удельный вес 7,85 |
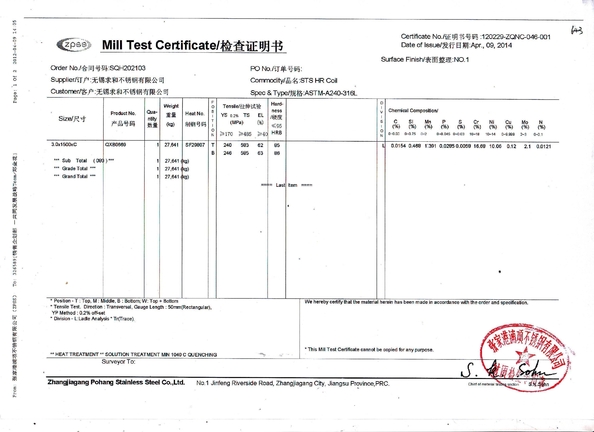
| Высокий свет: | Горяче прокаленный круглый стальной сливочный стержень,АСТМ A322 Сплав круглый стальной стержень,EN10083-3 Стержень из сплавной стали |
||
Сталь AISI SAE 8620 является широко используемым низколегированным материалом для карбурирования, с отличной реакцией на карбурирование, хорошей закаленностью для большинства размеров секций,Он имеет много широких применений из-за его низкой стоимости, более высокая работоспособность и доступность.
В таблицах ниже приведены характеристики стали SAE AISI 8620 и спецификации, включая химический состав, механические свойства, твердость, термическую обработку и т.д.
Химический состав стали AISI SAE 8620 указан в таблице ниже.
| SAE AISI 8620 Химический состав, % | ||||||||||||
| Стандартный | Сталь (UNS) | В | Да, да. | Мн | P, ≤ | S, ≤ | КР | Ни. | Мо | Cu, ≤ | О, ≤ | Al, ≤ |
| ASTM A322; ASTM A29/A29M |
8620 (UNS G86200) | 0.18-0.23 | 0.15-0.35 | 0.70-0.90 | 0.035 | 0.040 | 0.40-0.60 | 0.40-0.70 | 0.15-0.25 | – | – | – |
| АСТМ A534 | 8620H | 0.17-0.23 | 0.15-0.35 | 0.60-0.95 | 0.025 | 0.015 | 0.35-0.65 | 0.35-0.75 | 0.15-0.25 | 0.3 | 0.002 | 0.05 |
Механические свойства материала AISI SAE 8620 перечислены в следующих таблицах, включая прочность нагрузки, прочность на растяжение, прочность на удар и твердость и т.д.
Примечания:
| 8620 Механические свойства легированной стали | |||||||
| Сталь (UNS) | Прочность на протяжении, Mpa (ksi), ≥ | Прочность нагрузки, Mpa (ksi), ≥ | Удлинение в 50 мм (2 дюйма), %, ≥ | Уменьшение площади, %, ≥ | Твердость, HB | Изодная сила удара, J (ft·lbf) | Состояние или лечение |
| 8620 (UNS G86200) | 633 (92) | 357 (52) | 26.3 | 59.7 | 183 | 100 (74) | Нормированный при 915 °C (1675 °F) |
| 536 (78) | 385 (56) | 31.3 | 62.1 | 149 | 115 (83) | Отогретый при температуре 870 °C (1600 °F) | |
Показатели обрабатываемости: 65% для холоднообработанных стержней на основе показателя обрабатываемости 100% для стали 1212 с микроструктурой, состоящей в основном из ацикулярного перлита и банита.179-235 HB.
| Влияние массы на твердость нормированной легированной стали 8620 | |||
| Уровень (UNS) | Нормализационная температура, °C (°F) | Стержень с диаметром, мм (дюйм) | Твердость, HB |
| 8620 (UNS G86200) | 915 (1675) | 13 (1/2) | 197 |
| 25 (1) | 183 | ||
| 50 (2) | 179 | ||
| 100 ((4) | 179 | ||
| Влияние массы на нефтяную твердость (HRC) низколегированной стали 8620 различных диаметров. | ||||||||||||
| Сплав | 13 мм (0,5 дюйма) | 25 мм | 50 мм | 100 мм | ||||||||
| Поверхность | 1/2 радиуса | Центр | Поверхность | 1/2 радиуса | Центр | Поверхность | 1/2 радиуса | Центр | Поверхность | 1/2 радиуса | Центр | |
| 8620, 8620H | 43 | 43 | 43 | 29 | 27 | 25 | 23 | 22 | 97 HRB | 22 | 95 HRB | 93 HRB |
| Приблизительные температуры преобразования 8620 сплавных сталей | |||||
| Уровень | Температура преобразования при нагревании при 28 °C/h (50 °F/h) | Температура преобразования при охлаждении при 28 °C/h (50 °F/h) | |||
| 8620 (UNS G86200) | Ac1 | Ac3 | Ar3 | Ar1 | Мисс |
| 730 (1350) | 830 (1525) | 770 (1415) | 660 (1220) | 395 (745) | |
| Температуры отверждения для низкоуглеродистой, низколегированной стали 8620 после карбурирования | |||
| Степной сталь | Лечение | Температура, °C (°F) | Примечание |
| 8620, 8615, 8617, 8622, 8625, 8720 | Карбуризация | 900-955 (1650-1750) | |
| Перегрев | 800 - 830 (1475 - 1525) | Когда только твердость корпуса имеет решающее значение | |
| 830 - 855 (1525 - 1575) | Когда требуется более высокая твердость ядра | ||
| Остепление | 120-175 (250-350) | Необязательно (для частичного ослабления напряжения и повышения устойчивости к трещинам при шлифовальных операциях) | |
| Средство охлаждения: масло | |||
| Температуры аустенизации и средства охлаждения для прямого отверждения 8620 низколегированной стали | |||
| АИСИ | Температура аустенизации, °C (°F) | Средство тушения | Температура, °C (°F) |
| 8620 (UNS G86200) | 845 (1550) | Масло или аустенизация при температуре 830 °C (1525 °F) для гашения водой | 200-650 (390-1200) |
| Полные циклы отжига для карбурирующей сплавной стали 8620 | |||||
| АИСИ | Обычный процесс | Изотермический процесс | |||
| Температура отжига, °C (°F), 45 мин. | Охлаждение | Температура отжига, °C (°F) | Изотермальная температура, °C (°F) | Подождите, х | |
| 8620 | 870 (1600) | Охлаждение печи | 885 (1625) | 660 (1220) | 4 |
| 8620 материал обычно не требует полного отжига. нормализация или изотермическая обработка обеспечат лучшие структуры для обработки. | |||||
| Важные параметры карбуризации для некоторых стальных решеток 8620 | ||
| АИСИ | Тепловая обработка | Температура, °C (°F) |
| 8620 | Нормализация | 870-930 (1600-1700) |
| Отжигание | 860 (1575) | |
| Карбуризация | 930 (1700) | |
| Перегрев | 775 - 840 (1425 - 1550) | |
| Мисс | 395 (745) | |
| Типичная термическая обработка для карбурирования легированной стали 8620 | ||||
| АИСИ | Нормализация | Температура карбурирования, °C (°F) | Способ охлаждения | Температура закаливания, °C (°F) |
| 8620 сталь | Должен быть как минимум так же высоко, как температура карбурирования, за которой следует охлаждение воздухом | 900-925 (1650-1700) | Сгорание в масле | 120-175 (250-350) |
| Примечание: Карбуризация: обычная практика заключается в снижении температуры карбурирования примерно до 845 ° C (1550 ° F) перед охлаждением, чтобы свести к минимуму деформацию и сохранить аустенит. Температура: опциональная. Температура обычно используется для уменьшения напряжения и повышения стойкости к трещинам в процессе шлифования.использовать температуру выше указанной температуры. |
||||
| Типичные применения 8620 стальных деталей для мартермирования в соли | |||||
| Часть | Уровень | Максимальная толщина сечения, мм (дюйм) | Масса в кг (фунт) | Условия закаливания | |
| Температура соли, °C (°F) | Минимальное время в соли, мин | ||||
| Свинцовомоторный шпиндель | 8620 Карбурированные | 10.2 (0,40) | 6.35 (14.0) | 205 (400) | 3 |
| Коленчатые колеса винтовой машины | 38.1 (1.50) | 9.07 (20.0) | 205 (400) | 3 | |
| Типичные применения мартермирования 8620 стальных деталей в масле | |||||||||
| Часть | Уровень | Максимальная толщина сечения, мм (в) | Внешний диаметр, мм (в) | Масса в кг (фунт) | Температура карбурирования, °C (°F) | Глубина корпуса, мкм (0,001 дюйма) | Температура тушения, °C (°F) | Температура масла для мартермерирования, время пребывания в масле ≥ 5 мин. | Твердость поверхности, HRC |
| Свинцовый вал | 8620 сталь | 50.8 (2) | 50.8 (2) | 5.1 (11.25) | 925 (1700) | 1525-1725 (60-68) | 925 (1700) | 165 | 58-62 |
| 8625 стали | 44.4 (1.75) | 44.4 (1.75) | 2.0 (4.5) | 190 | 58-62 | ||||
| 65.0 (2.559) | 65.0 (2.559) | 6.8 (15) | 165 | 58-62 | |||||
| Типичные применения жидкого карбурирования в цианидных ваннах | ||||||||
| Материал | Часть | Масса в кг (фунт) | Глубина корпуса, мм (дюйм) | Температура, °C (°F) | Время, h | Сгореть. | Последующее лечение | Твердость Rockwell, HRC |
| 8620 сталь | Подшипниковые расы | 0.9-36 (2-80) | 2.3 (0.090) | 925 (1700) | 14 | Кондиционер | ② | 61-64 |
| Ролики подшипников | 0.20 (0,5) | 2.3 (0.090) | 925 (1700) | 14 | Кондиционер | ② | 61-64 | |
| Сцепление | 00,03 (0,06) | 0.25-0.4 (0.010-0.015) | 845 (1550) | 2 | Нефть | ① | Сложный для файлов | |
| Коленчатый вал | 0.9 (2) | 10,0 (0,040) | 915 (1675) | 6.5 | Кондиционер | ③ | 60-63 | |
| Оборудование | 0.34 (0,75) | 10,0 (0,040) | 915 (1675) | 6 | Кондиционер | ② | 60-63 | |
| 00,03 (0,06) | 0.075-0.13 (0.003-0.005) | 845 (1550) | 0.5 | Нефть | ① | Сложный для файлов | ||
| Волокно бездействующего | 0.45 (1) | 00,75 (0,030) | 915 (1675) | 5 | ④ | – | 58-63 | |
| Пинтл | 4.5-86 (10-190) | 10,5 (0,060) | 925 (1700) | 12 | ④ | – | 58-63 | |
| Пистоны | 0.20 (0,5) | 1.3 (0,050) | 915 (1675) | 8 | Кондиционер | ② | 60-63 | |
| Проводка | 0.45-82 (1-180) | 1.3 (0,050) | 915 (1675) | 8 | ④ | – | 58-63 | |
| Рама | 2.3-23 (5-50) | 1.1 (0,045) | 915 (1675) | 7 | ④ | – | 58-63 | |
| Спуль | 0.45-54 (1-120) | 1.3 (0,050) | 925 (1700) | 7 | ④ | – | 58-63 | |
| Стеклянный стакан | 0.20 (0,5) | 1.1 (0,045) | 915 (1675) | 7 | ④ | – | 58-63 | |
| Пластина тяги | 5.4 (12) | 2.3 (0.090) | 925 (1700) | 14 | Кондиционер | ② | 60-64 | |
| Универсальный разъем | 1.8 (4) | 10,5 (0,060) | 915 (1675) | 10 | Кондиционер | ② | 58-63 | |
| Вентиль | 00,01 (0,03) | 00,4-0,5 (0,015-0,020) | 845 (1550) | 4 | Нефть | ⑤ | ≥ 60 | |
| Сиденье клапана | 0.20 (0,5) | 1.1 (0,045) | 915 (1675) | 7 | Кондиционер | ② | 60-63 | |
| Пластина износа | 0.45-3.6 (1-8) | 1.3 (0,050) | 915 (1675) | 7 | Кондиционер | ② | 60-63 | |
| Примечания:
|
||||||||
| Типичные применения жидкого карбурирования в нецианидных ваннах | ||||||||
| Сплав | Часть | Масса в кг (фунт) | Глубина корпуса, мм (дюйм) | Температура, °C (°F) | Время, h | Сгореть. | Последующее лечение | Твердость Rockwell, HRC |
| 4620, 8620 сталь | Свинцовые шпиндели | 0.8 (1.8) | 00,89 (0,035) | Предварительное нагревание до 840 °C (1545 °F); карбуризация до 920 °C (1690 °F) | 6 | Расплавленная соль, 205 °C (400 °F) | – | 60-63 |
Общий метод карбурирования стали AISI SAE 8620 заключается в нагревании до 925 ° C (1700 ° F) при потенциале 0,9% C в подготовленной атмосфере, содержащей углерод, держите около 4 часов (до достижения глубины 1.Углеродный потенциал близок к эутектоиду, сохраняя диффузионный период 1 ч, охлаждая в масле,и затем закаливают при 150°C (300°F)Если потерю твердости при более высоких температурах закаливания можно переносить, для повышения прочности можно использовать немного более высокую температуру закаливания.
Типичный процесс карбонидрирования материалов SAE AISI 8620 включает нагревание до 845 °C (1555 °F) с 10% (объем) безводного аммиака в карбурирующей атмосфере в течение 45 минут,затем охлаждение в масле для получения 0.305 мм (0,012 дюйма) глубокая оболочка. Время и температуру можно регулировать, чтобы изменить глубину корпуса. Температура обычно составляет от 790 до 900 ° C (1455 до 1650 ° F).Рекомендуется терпеть при температуре от 150 до 260 °C (300 до 500 °F).
Приложения стали AISI SAE 8620 включают: дифференциалы (автомобильные и внедорожные), приводы (промышленные, приспособления для тракторов), двигатели, оборудование (внедорожное, сталелитейные или бумажные заводы, горнодобывающая промышленность),для запускаПеременные, механизм руля, коробка передач и компоненты трансмиссии для автомобилей.
Карбурированные шестерени, шестерени, валы, дифференциальные кольца, управляющие черви, коленчатые валы двигателей, валы свинцовые, цепи, воздушные буровые части, челюсти, резцы для скважин нефти и резервы, штифты поршней,пневматические штурвалы, тяжелые болты, крепления и ручные инструменты.
SAE AISI 8620 - материал, эквивалентный европейскому стандарту EN (германский DIN, британский BSI, французский NF...), стандарту ISO, японскому JIS и китайскому GB (для справки).
| SAE AISI 8620 Эквивалентный материал | |||||||||
| США | Китай | Япония | Европейский Союз | ISO | |||||
| Стандартный | Уровень (UNS) | Стандартный | Уровень (UNS) | Стандартный | Уровень | Стандартный | Наименование стали (номер стали) | Стандартный | Уровень |
| AISI SAE; ASTM A322; ASTM A29/A29M |
8620 (UNS G86200) | ГБ/Т 3077 | 20CrNiMo (A50202) | JIS G4053 | SNCM220 | ||||
![]()
![]()
![]()
Контактное лицо: Mr. Gao Ben
Телефон: +86-18068357371
Факс: 86-0510-88680060




