|
Подробная информация о продукте:
|
| Условие: | Термическая обработка | Стальная ранг: | Легированная сталь |
|---|---|---|---|
| Сплав или не: | Сплав | Метод: | Горячекатаный, выкованный, холодный - нарисованный |
| Применение: | Структурный стальной прут, стальной прут инструмента, химикат | Стандарт: | АСТМ, ДИН, АИСИ, ДЖИС |
| Форма: | Круг | Поверхностное покрытие: | Черный/слезать/подвергли механической обработке полировать/, который |
| Диаметр: | 12mm-650mm | Размеры: | 5-900MM |
| Термическая обработка: | Нормализованный + Отожженный + Закаленный + Отпущенный |
SAE 8620 определен как низкоуглеродистая легированная сталь которая имеет 0,5% Cr, 0,2% Mo и 0,5% Ni как усиливать элементы сплава. Он вообще поставлен как обожженное состояние с твердостью HB255max.
SAE 8620 имеет хорошее износоустойчивое с твердостью HRC 60-63 случая обуглероживанный, затвердетый и закаленный. Сравненный с рангами 8615 и 8617, он показывает хорошие свойства прочности и твердости ядра с типичным рядом прочности на растяжение MPa 700-1100, в небольшом к среднего размера разделам.
SAE 8620 одет для применений которые требуют твердости сочетания из и носят сопротивление. он обыкновенно использован в проектировать и automitive индустриях для toolholders и других таких компонентов.
Типичное применение: Беседки, шестерни, кусты, камшафты, главные фигуры, храповики, шестерни, splined валы etc.
| Форма поставки | Размер (mm) | Процесс | Допуск | |
| Круг | Φ6-Φ100 | Холодный - вычерченный | Яркий/черный | Самое лучшее H11 |
| Φ16-Φ350 | Горячекатаный | Черный | -0/+1mm | |
| Слезанный/земля | Самое лучшее H11 | |||
| Φ90-Φ1000 | Выкованное горячее | Черный | -0/+5mm | |
| Повернутое грубое | -0/+3mm | |||
| Плоский/квадрат/блок | Толщина: 120-800 | Выкованное горячее | Черный | -0/+8mm |
| Ширина: 120-1500 | Подвергли механической обработке грубое, который | -0/+3mm | ||
Примечание: Допуск можно подгонять согласно запросам
| РАНГ | C | Si | Mn | P | S | Cr | Mo | Ni |
| 8620 | 0.18-0.23 | 0.15-0.35 | 0.70-0.90 | ≤ 0,035 | ≤ 0,040 | 0.40-0.60 | 0.15-0.25 | 0.40-0.70 |
| Плотность g/cm3 | 7,85 |
| Deg f точки плавления | 2600 |
| Коэффициент Poisson | 0.27-0.30 |
| Machinability (AISI 1212 как machinability 100%) | 65% |
| Тепловое расширение (ºC 20) (¹ ºC ˉ) | 12.2*10^-6 |
| Специфическая теплоемкость J/(kg*K) | 477 |
| Термальная проводимость с (m*K) | 46,6 |
| Электрическая резистивность Ohm*m | 2.34*10^-7 |
Типичные механические свойства для обуглероживанного ядра – и масло погасило на °C 840
| Размер раздела | 11mm | 30mm | 63mm |
| Mpa прочности на растяжение | 980-1270 | 780-1080 | 690-930 |
| Произведите Mpa прочности | ≥785 | ≥590 | ≥490 |
| Удлиненность % | ≥9 | ≥10 | ≥11 |
| Удар j Charpy | ≥41 | ≥41 | ≥41 |
| HB твердости | 290-375 | 235-320 | 205-275 |
| Твердость HRC | 31-41 | 23-35 | 16-29 |
| Расстояние от погашенного конца mm | 1,5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| Минута HRC | 41 | 37 | 31 | 25 | 21 | – | – | – | – | – | – | – | – |
| HRC Макс | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
Значения твердости под 20HRC не определены.
Ковать температуру должен быть унесен между 925℃-1230℃, AISI 8620 имеет низкоуглеродистое содержание которое более менее впечатлительно к трескать чем средние или высокуглеродистые стали, поэтому оно может быть нагрето и охлажено более быстро. Выдерживая время на куя температуре должно быть как можно коротко для избежания тяжелого шкалирования и чрезмерного роста зерна. Низкий температура вковк-законцовки, точный размер зерна. Не выкуйте под минимальным куя сплавом температуры 850°C.This быть охлажено в песке.
Нормализовать использован для того чтобы уточнить структуру вковок которые могли охладить non-uniformly после выкованный, и рассмотрен как подготовляя обработка перед поверхностной цементацией. Нормализовать температуру для стали AISI 8620 должен быть унесен между 900℃-925℃. держит соответствующее время для стали тщательно быть нагретым для того чтобы завершить феррит к преобразованию аустенита. Охладите во все еще воздухе. Эта обработка рассмотрена как другой метод улучшать machinability.
Полный отжиг порекомендован на AISI 8620 перед подвергать механической обработке, AISI 8620 должен быть нашим снесенное на номинальной температуре 820℃-850℃, держит соответствующее время для стали тщательно быть нагретым, после этого охлаждение в печи.
После рафинировки ядра, нагрейте температуру до 780oC – 820oC, придержите соответствующее время для стали тщательно быть нагретым, и погасите в масле. Закалите как можно скорее после погашенный.
Закаляющ обычно уносит для того чтобы сбросить стрессы от способа закалки, его улучшит твердость как случая, так и ядра, с только меньшим уменьшением в прочности ядра и твердости случая. Нагрейте сталь AISI 8620 до 150oC – 200oC по мере необходимости, не будет держать достаточное время до температуры равномерен повсеместно в раздел, выдержите для 1 до 2 часов в 25 mm раздела, и крутых в неподвижном воздухе.
Пакет, соль или газ обуглероживают на температуре 900oC – 925oC, держа достаточное время получить необходимые глубину и содержание углерода случая, следовать соответствующим твердея и закаляя циклом для того чтобы оптимизировать свойства случая и ядра.
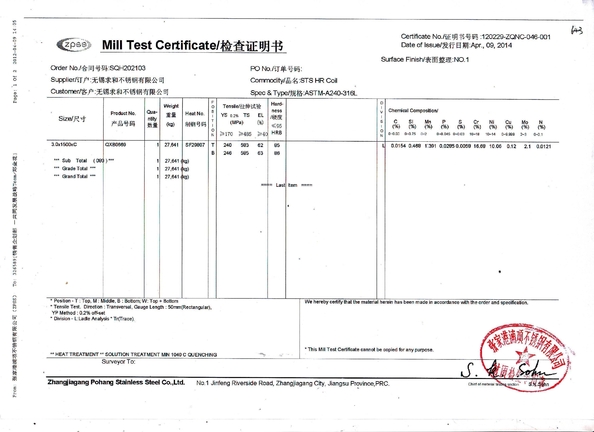
Отчет о MTC SAE 8620
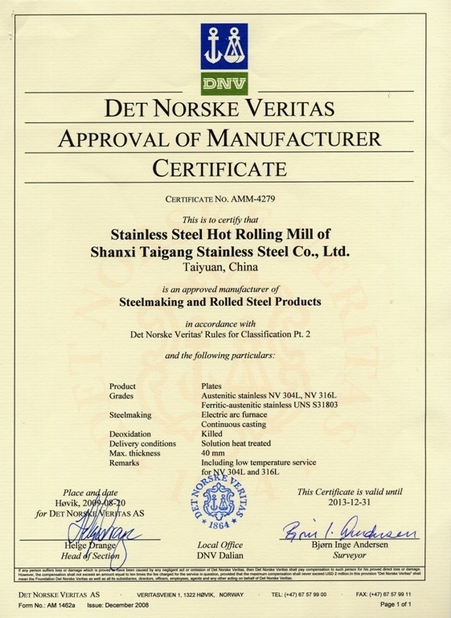
Отчет по испытаниям TUV
![]()
![]()
Контактное лицо: Mr. Gao Ben
Телефон: +86-18068357371
Факс: 86-0510-88680060