|
Подробная информация о продукте:
|
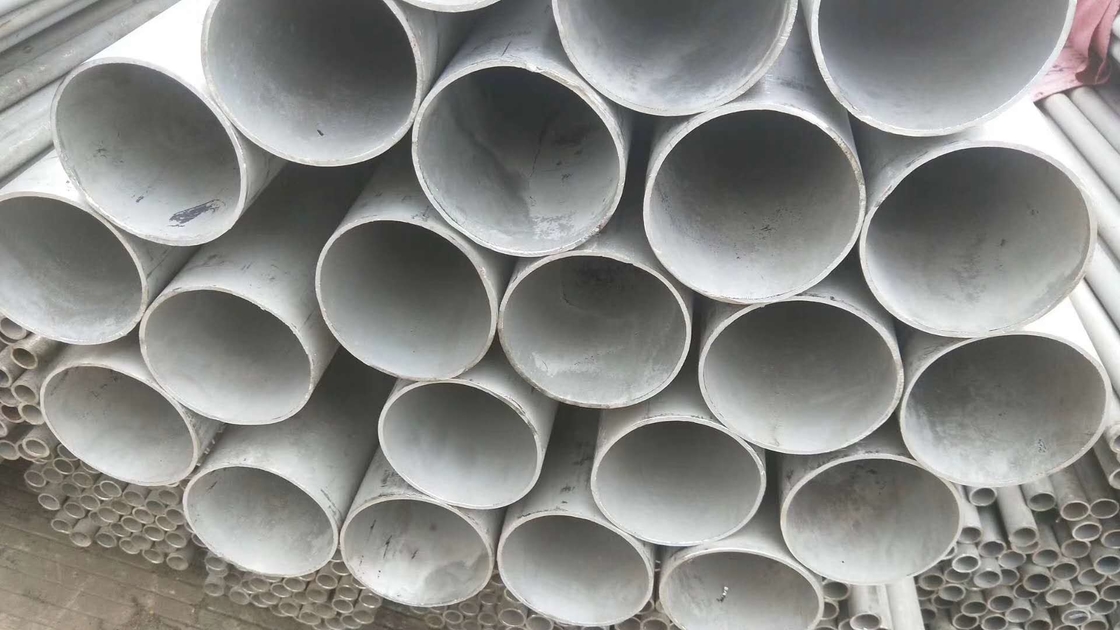
| ОД: | 6-530mm | Толщина: | 1-50мм |
|---|---|---|---|
| Длина: | 1000-12000mm | поверхность: | НО.1 и яркое |
| Высокий свет: | бесшовных нержавеющих стальных труб,труба нержавеющей стали astm |
||
Труба сплава Ни-Ку твердости К500 Монел К500 материальная подвергая механической обработке Монел К500 материальная Монел К500
Ал 2,7 Ку 29,5 Ни 63,0, ти 0,6 Мн 1,5 Си 0,50 с 0,010 Фе 2,0 к 0,18
Высокая эффективность сплавляет запасы и производит МОНЭЛ К500 в этой ранге в следующих формах: Адвокатура, квадратный бар, крепежные детали. Цитата запроса на этой ранге.
Обзор
МОНЭЛ К500 возраст-харденабле сплав Никел-меди который совмещает коррозионную устойчивость сплава 400 с высокопрочным сопротивлением коррозийной усталости и размывания.
МОНЭЛ К500 сплав никел-меди, добавления высыпания харденабле сквозные алюминия и титан. МОНЭЛ К500 сохраняет превосходные коррозионностойкие характеристики 400 и увеличивало прочность и твердость после высыпания твердея при сравнении с 400. Сплав К500 имеет приблизительно 3 (3) времени прочность выхода и двойная прочность на растяжение при сравнении с 400. МОНЭЛ К500 может более в дальнейшем быть усилено холодной деятельностью перед высыпанием твердея.
Характеристики
Применения
Типичное применение для МОНЭЛ К500 которое пользуется высокопрочным и коррозионной устойчивости валы насоса, турбинки, карданные валы, компоненты клапана для кораблей и башен бурения в море, скрепляя болтами, воротники сверла нефтяной скважины и компоненты инструментирования для продукции нефти и газ. Оно особенно хорошо одетый для центробежных насосов в морской индустрии из-за своих высокопрочных и низких тарифов корозии в морской воде высоко-скорости.
МОНЭЛ К500 немагнитно. МОНЭЛ К500 должно быть обожжено свариванный и вельдмент тогда стресс сброшенные перед стареть.
Высокая эффективность Сплавы, Инк. запасает сплав К500 в ряде размеров включая 3/8" - 2-1/2» холод диаметра - нарисованный, обожженный и постаретый, и 2-3/4» - 10" законченное диаметра горячее и постаретый. Материал можно поставить в случайных длинах, отрезать для того чтобы приказать или подвергнуть механической обработке к вашим спецификациям. Подвергать механической обработке включает сверлить, поворачивать, выстукивать, продевать нитку, формы КНК, фланцы и больше.
Химические требования |
|||||||
|---|---|---|---|---|---|---|---|
|
|
Ни |
Мн |
Си |
Фе |
Ал |
С |
К |
|
Макс |
|
1,50 |
0,50 |
2,00 |
3,15 |
0,010 |
0,18 |
|
Минута |
63,00 |
|
|
|
2,30 |
|
|
Требования к механического свойства |
|||||
|---|---|---|---|---|---|
|
|
Окончательное растяжимое |
Прочность выхода (0,2% операционной системы) |
Элонг. |
Твердость Роквелл к, минимальный.
|
ХарднессБринелл 3000 кг, минимальное. |
| Холодное Воркед/СР Над 1" (25.4мм) до 3" |
|||||
| Минута | 140 КСи | 100 КСи | 17,0 | 29 | 280 |
| Макс | |||||
| Минута | МПа 965 | МПа 690 | |||
| Макс | |||||
| Работаемое горячее постаретый затвердетый | |||||
| Минута | 140 КСи | 100 КСи | 20,0 | 27 | 265 |
| Макс | |||||
| Минута | МПа 965 | МПа 690 | |||
| Макс | |||||
Спецификации
|
Форма |
Стандартный |
|---|---|
|
Тип металла |
УНС Н05500 |
|
Адвокатура |
АСТМ Б865 КК-Н-286 |
|
Провод |
АМС4676 |
|
Лист |
АСТМ Б865 КК-Н-286 |
|
Плита |
АСТМ Б865 КК-Н-286 |
|
Приспособление |
|
|
Ковать |
КК-Н-286 Дин 17754 |
|
Провод сварки |
ФМ 60 ЭРНиКу-7 |
|
Электрод сварки
|
Дин ЭНиКу-7 17753 ФМ 190
|
|
Дин |
2,4375 |
Подвергать механической обработке
Корозия никеля & кобальта низкопробная, температура и износоустойчивые сплавы, как МОНЭЛ К500, расклассифицированы как умеренный к трудному подвергая механической обработке, однако, он должен быть подчеркнут что эти сплавы можно подвергнуть механической обработке используя обычные способы производства на удовлетворительных тарифах. Во время подвергать эти сплавы механической обработке работа твердеет быстро, производит высокую жару во время вырезывания, сваривает к поверхности режущего инструмента и предлагает высокоомный метал удаление из-за их высоких прочностей на сдвиг. Следующие узловые пункты которые должны быть рассмотрены во время подвергая механической обработке деятельности:
Машина ЕМКОСТИ должна быть тверда и пересилена как можно больше.
Часть и инструмент работы РИГИДНОСТИ следует придержать твердой. Уменьшите свисание инструмента.
СМЕТЛИВОСТЬ ИНСТРУМЕНТА убеждается что инструменты остры во все времена. Измените на заточенные инструменты на регулярной основе а не по необходимости. Земля носки 0,015 дюймов учтена скучным инструментом.
ИНСТРУМЕНТЫ используют положительные инструменты угла грабл для большинств подвергая механической обработке деятельности. Отрицательные инструменты угла грабл можно рассматривать для прерывистых отрезков и удаления большого запаса. предложены Карбид-наклоненные инструменты для большинств применений. Высокоскоростные инструменты можно использовать, с более низкими уровнями производства, и часто порекомендованы для прерывистых отрезков.
ОТРЕЗКИ ПОЗИТВА используют тяжелый, постоянн, питания для поддержания положительного режущего действия. Если питание замедляет и двелльс инструмента в отрезке, то твердеть работы происходит, жизнь инструмента ухудшает и допуски в узких пределах невозможны.
Порекомендованы смазки СМАЗКИ желаемы, масла солубле особенно при использовании тоолинг карбида. Детальные подвергая механической обработке параметры таблицы 16 анд17. Общие рекомендации вырезывания плазмы в таблице 18.
2 в любой момент где сухое вырезывание порекомендовано, воздушная струя сразу на инструменте может обеспечить существенные повышения жизни инструмента. Туман хладоагента вод-основания может также быть эффективен.
Хладоагент масла 3 должен быть наградным качеством, сульфочлоринатед маслом с противозадирными агентами. Выкостность на 100 градусах ф от 50 до 125 ССУ.
хладоагент 4 Вод-оснований должен быть наградным качеством, сульфочлоринатед расстворимой в воде эмульсией масла или химиката с противозадирными агентами. Разбавьте с водой для того чтобы сделать смешивание 15:1. хладоагент Вод-основания может причинить откалывать и быстрый отказ инструментов карбида в прерванных отрезках.
Хладоагент масла 6 должен быть наградным качеством, сульфочлоринатед маслом с противозадирными агентами. Выкостность на 100 градусах ф от 50 до 125 ССУ.
хладоагент 7 Вод-оснований должен быть наградным качеством, сульфочлоринатед расстворимой в воде эмульсией масла или химиката с противозадирными агентами. Разбавьте с водой для того чтобы сделать смешивание 15:1.
Контактное лицо: Mr. Gao Ben
Телефон: +86-18068357371
Факс: 86-0510-88680060